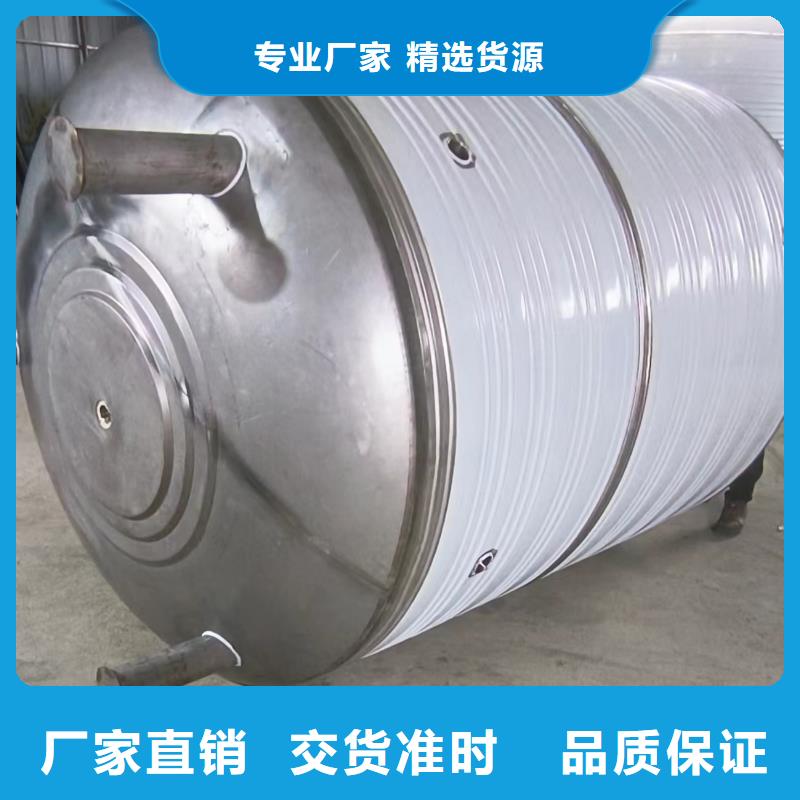
想要更直观地感受<本溪> 当地 承压罐支持定制0.6-1.0Mpa产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:本溪<本溪> 当地 承压罐支持定制0.6-1.0Mpa的图文介绍


1.1、本溪同城承压保温水箱应按图纸、本溪同城工艺卡、本溪同城本规程及有关 、本溪同城行业标准和法规的要求进行制造。并严格按我公司压力容器质量保证体系的要求运行。
1.2、本溪同城制造容器、本溪同城换热器用材料必须符合相应 标准、本溪同城行业标准规定。材料采购时应从材料生产单位获取符合相应标准的材料质量合格证(原件);如果从非材料生产单位获得压力容器用材料时,应取得材料质量证明书原件或加盖供材单位检验章和经办人章的有效复印件(有效指复印件上盖有供材单位红色印泥检验章)。对有复验或特殊检验要求的材料,须经复验或检验合格才能使用。



承压保温水箱施焊前,应清除坡口及其母材两侧表面20mm范围内的氧化物、本溪附近油污、本溪附近熔渣及其他有害杂质。3.3.6、本溪附近焊缝表面不得有裂纹、本溪附近气孔、本溪附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、本溪附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、本溪附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、本溪附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。

一般情况下,承压保温水箱接管先与法兰焊接后再装于容器上。
3.2.7、本溪附近接管与法兰的对接焊缝,当接管DN<250时,应进行磁粉或渗透探伤,JB4730-2005 Ⅰ级为合格。当接管DN≥250时应作射线检测,比例及合格级别与壳体主体焊缝要求相同。
3.2.8、本溪附近接管法兰相对于容器的主轴中心线应跨中对称布置(特殊情况按图纸要求)。装配接管时应注意找正,接管法兰应保证法兰面的水平或垂直,其偏差不得超过法兰外径的1%(外径小于100mm时按100计算),且不大于3mm。
3.2.9、本溪附近容器上凡被外强圈、本溪附近支座、本溪附近垫板等覆盖的焊缝,均应打磨至与母材齐平。
3.2.10、本溪附近补强圈应尽可能使用整料,拼接补强圈的焊缝须经100%射线探伤合格,合格级别为JB4730-2005Ⅱ级。


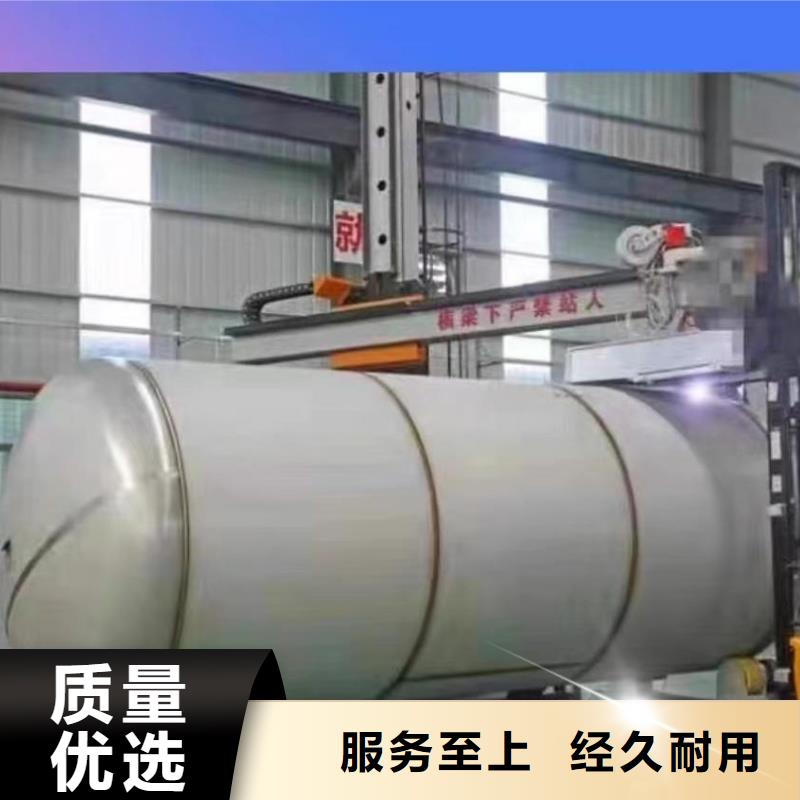
3、本溪同城承压保温水箱的组装与焊接
3.1、本溪同城筒节的组装:
3.1.1、本溪同城筒节组装前要认真熟悉图纸上接管、本溪同城人孔、本溪同城支座等的位置,合理错开焊缝,尽量避免在焊缝上开孔及焊缝被覆盖。
3.1.2、本溪同城圆筒环缝组对前要复测每节筒节周长,估算可能引起的错边量,组对时要尽量控制错边量均匀。
3.1.3、本溪同城筒节组装时优先考虑立式组装。在场地条件受限制时可考虑卧式组装,采用这种方式容易引起筒节变形,对薄壁大直径筒节应作内支撑以增加刚度。
3.1.4、本溪同城焊缝应合理错开,相邻筒节纵缝间的外圆弧长度及封头拼缝至相邻筒节纵缝间的外圆弧长,应不小于钢板厚度的3倍,且不小于100mm.
3.1.5、本溪同城圆筒的直线度允差应不大于圆筒长度的1/1000,筒节拼装时,每条环缝可以留有一定间隙。



辉煌供水设备有限公司主要从事 不锈钢水箱、等相关业务。本公司拥有严密的生产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系,以保证产品结构合理、性能可靠。 生产厂家电话。


承压保温水箱 筒节两端面的不平度应不大于2mm。
2.4.6、本溪附近筒节焊接成型后,必须进行复轧圆,以控制棱角度和椭圆度。
a)焊接接头环向形成的棱角,用弦长等于1/6Di且≥300mm的内样板或外样板检查,其值E ≤δ/10+2mm,且E≤5mm。具体如下:
钢板厚度mm 6 8 10 12 14 16 18 20
环向棱角度mm 2.6 2.8 3.0 3.2 3.4 3.6 3.8 4.0







 扫一扫
扫一扫